Keep in mind that you ONLY have to get the brass hot enough to discolor. You don’t really need to heat it until it glows cherry red. So, for small parts or pieces that are thin and / or narrow, bring the part to the flame slowly while watching it. When it gets hot enough that it turns color, either remove it from the heat, or move slowly along the heat source to anneal the entire length - but without bringing it any closer.
Admittedly, this takes some practice and little experience, but that’s how it’s done.
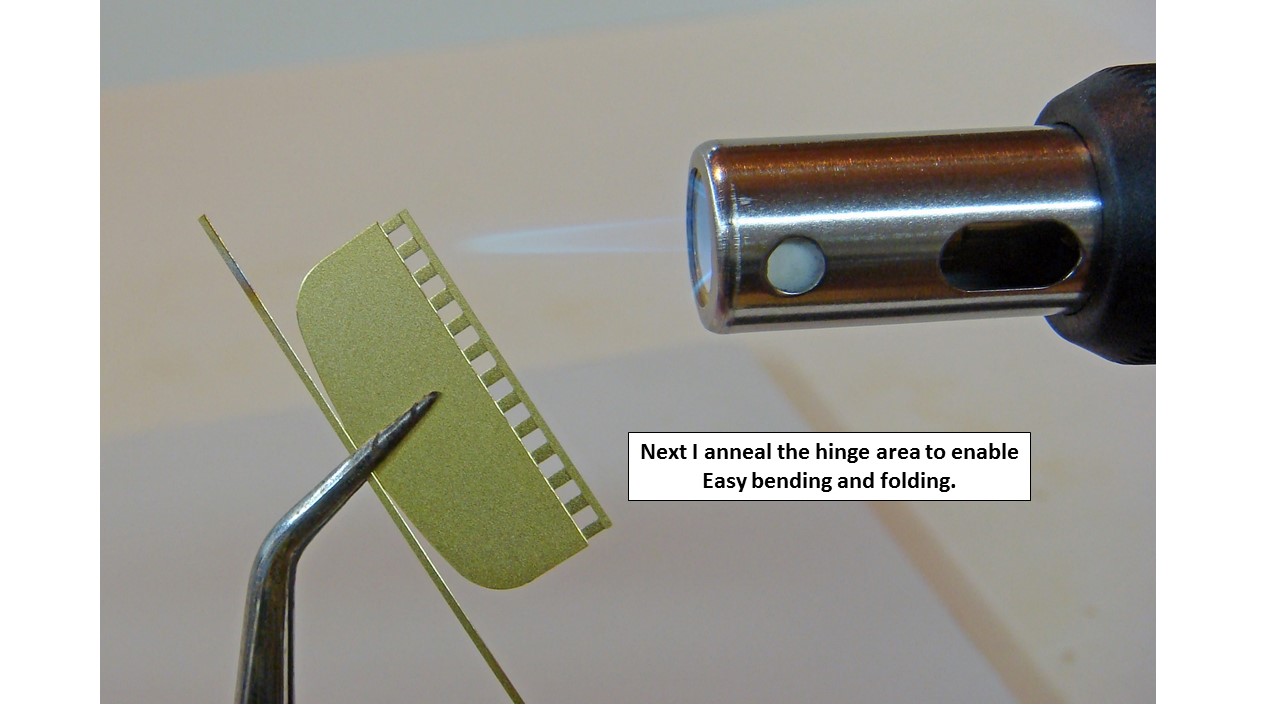
Note that a lot of PE is designed with thinner “bending” areas etched into it. You don’t really need to anneal these, and in fact, they’re often so thin that if you do anneal them, you’ll only get one shot at the bend. Also note, though, that the brass will increase its hardness and brittleness every time it’s bent. Even annealed, if you work and bend back and forth you’re setting yourself up for breakage at the bend. exercise extreme caution if you have to un-bend and then re-bend a PE part.
Soldering only requires that enough heat is applied to melt the solder - period. More heat does not help or improve things at all. When the solder melts and flows, stop! and remove the heat.
IF the solder does not flow, you may have to do one or all of the following:
Clean the parts to remove any residual burned lacquer or oils from you hands and fingers.
Use more flux. Remember that the solder will only flow in the areas where the flux has been applied. Even flux will not make the solder flow into some areas if they are too dirty.
A liquid, acid flux is generally better than a paste flux. Capillary action will spread the liquid flux through the joint. If you use a paste flux, you should apply the flux, heat the joint to make the flux melt and flow, then do the soldering.
Also keep in mind that:
The solder always flows TOWARDS the heat source. Apply your heat on the side of the joint away from the solder.
IF there is a large difference in the MASS of the two parts (i.e. one part is much thicker and heavier than the other), the lighter / small part with heat up faster and the solder will want to flow towards or around it. Apply the heat source to the heavier / larger part and allow conduction to carry the heat from it into the small part. The solder will flow when both parts are hot enough to melt it.
A variation of this theme is when using a pair of tweezers to clamp and hold the brass parts together is to apply the heat to the tweezers and allow conduction to heat the smaller parts. The solder will usually not stick the parts to the tweezers, and when it does, it usually releases from them easily.
A final concern is trying to solder two different kinds of metals together, like brass to steel. The steel takes a lot more heat applied to it than the brass to reach the melting point of the solder. This is tricky, and you really do have to make sure that the steel is being heated first and allowed to conduct to the brass. The heat has to be applied away from the solder, and the brass should be what is touching the solder and conducting the heat into it to melt it.
You cannot solder aluminum to either brass or steel. Aluminum can be soldered to aluminum, but it requires special solders and fluxes.
Brass to brass = OK. Brass to copper = OK. Brass or copper to steel = problematic. Brass, copper or steel to aluminum = not possible. Aluminum to aluminum = OK with special solder and flux.